ÖRGÜ HAKKINDA KISA BİLGİ
Yetmişli yıllarda gelişmeye başlayan örme sektörü seksenlerden itibaren hızlı bir gelişme göstermiş, örme giysilik kumaş ihracatı tekstil ihracatımızda ön sıralara yerleşmiştir.
Ülkemiz dünyada örme kumaş üretim ve ihracatında bu alana sonradan giren Çin’in ardından ikinci sıradadır. Bu bilgiler ışığında bildiklerimizi tekrar anımsayalım.
Örgü Nedir?
İlmeklerin birbiri üzerine geçmesiyle oluşan kumaşa örgü kumaş denir. Örgü kumaşların eni pus kelimesi ile ince ve kalınlığı fein/fayn kelimesi ile ifade edilir.
Örgü makineleri çift ve tek plaka olmak üzere iki gruba ayrılır.
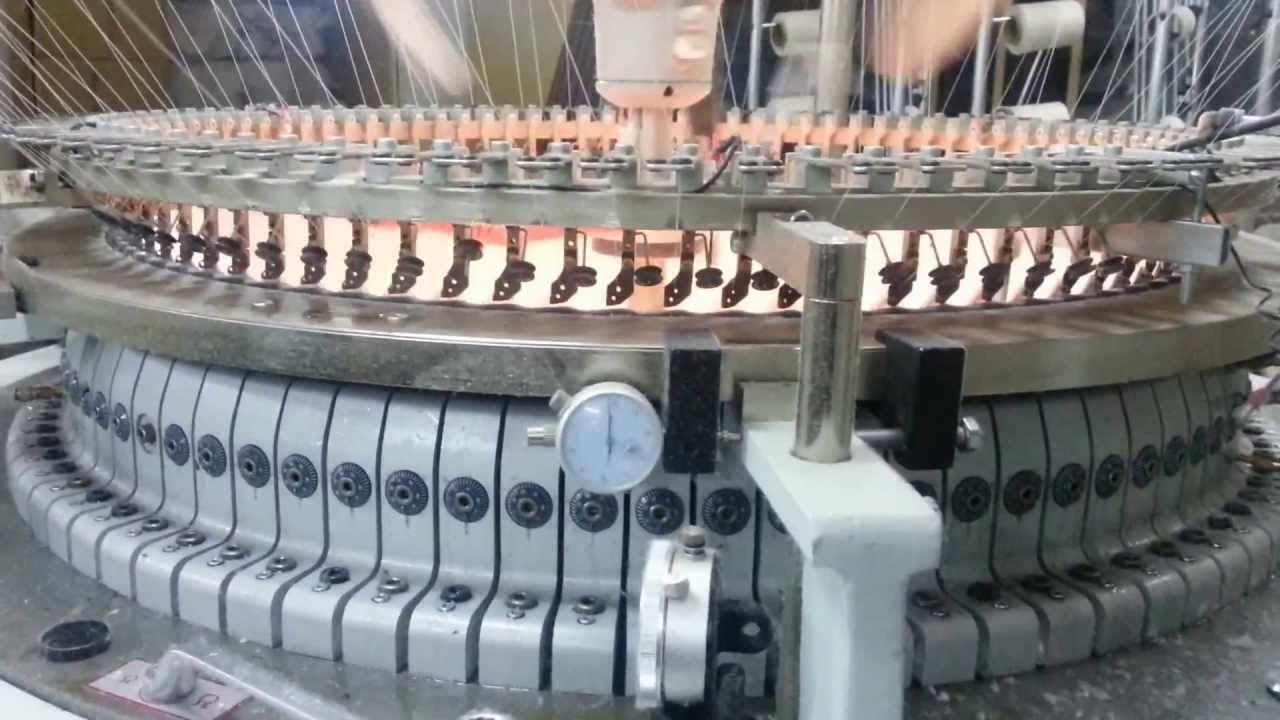
Kovan
Örme makinelerinin temel elemanı kovandır. Kovana uygun iğne ve platinlerin faynlarına göre, kanal yatakları açılmıştır. Örme makineleri; çaplarına uygun şekilde iğne ve platin kapasitesine göre çeşitli puslarda faynlarına uygun bir şekilde düzenlenmiştir. Örgü yapma esnasında platin ve iğnelerin doğru ve düzgünlüğünü sağlaması için, kanalların iğne ve platinlere kılavuzluk yapar.
Örme makinelerinin kovanı, teknik özelliği nedeniyle yumuşak metalden yapıldığı için, her zaman özel bir sistemle korunması ve saklanması gerekir. Tek plakalı makinelerin, genelde fayn ayırımı nedeniyle yedek kovanları vardır. Kovanı değiştirmek gerekirse çok itinalı şekilde değiştirmelidir. Değiştirme esnasında, yumuşak metalden yapıldığı için, en ufak bir darbe kovana zarar verebilir. Kanalların orjinalliğinin bozulması; iğne veya platine zarar verir, hem de kumaş yüzeyinde dikine çizgiler oluşmasına sebep olur. Hatayı düzeltmek için; darbe alan kısmın en yakın bozulmamış kanallarına, faynına uygun iğne veya platin sıralamak gerekir. Bozulan kanallara uygun kanal açma bıçakları yardımıyla veya kanallara uygun kanal eğeleri ile darbe alan kısmı kendi orijinal biçimine dönüştürülmelidir.
Gramaj Kontrolü nasıl yapılır
Kumaşın düzgün olan yerlerinden, topun baş tarafından yaklaşık 50 cm ve kenarların 20-25 cm içerisinden gramaj alınır.
Ham Kumaşlarda Çekme Testi Alma
T cetveli ve 50*50 cm’lik şablon test için gerekli alettir. Yaklaşık 80 cm’lik ham parça kesilir. Ham en ölçülür. Sağ-sol gramaj alınıp, ikiye bölünüp tek gramaj yazılır.50×50 cm’lik şablon kullanılır. Ham parçanın üzerine bu şablon yerleştirilir. Şablon ve keçeli kalemle kumaşa çizilip, çamaşır makinesine atılır. 90°C’de 2 saat 19 dakika hijyen programında yıkanır. ~ 2-2,5 saat kurutma yapılır. Parça kuruyunca, ölçtüğümüz eni 50’den çıkartıp yüzdesini bulmak için 2 ile çarparız. Örnek: eni:42 cm ► 50-42=8, 8*2= -%16 eni oluyor.
Kumaşa çizdiğimiz karenin boyutunu ölçüyoruz. 50’den çıkartıyoruz, 2 ile çarpıyoruz. Örnek: boyu 43 cm olsun. 50-43=7, boydan çekme oranı 7*2= -%14 oluyor.
Yıkama sonrası en: komple kumaşın enini ölçüyoruz. Tüp ise 95×2, açık en ise 210 gibi.
Yıkama sonrası gramaj: kumaşın iki kenarından gramaj alıp 2’ye bölünüp tek gramaj yazılır.
Yıkama sonrası karenin (şablon) en, boy değerleri 50 cm’i geçerse, değerler ”+ ”oluyor.
Dönme: çizdiğimiz 50*50 şablon kurutmadan çıktıktan sonra T cetvelini her zaman karenin içerde kalan kısmına dayıyoruz. Kalan kısmını ölçüyoruz.
Yıkama sonrası enini 1,07 ile çarpıyoruz. Yıkama sonrası çıkan gramajı katsayılar çizelgesindeki katsayı ile çarpıyoruz.
Elastan Karışımlı İyi Bir Kumaş Üretimi İçin Yapılması Gereken İşlemler
- Örme makinelerinde gerilim düşük tutulmalıdır.
- Kumaş düşük gerilimle sarılmalıdır.
- Kumaş kırışıksız, rulo şeklinde sarılmalıdır.
- Kumaş ruloları birbiri üzerine yoğun olarak yığılıp saklan mamalıdır.
- Depolamada kırık izi oluşacak şekilde bekletilmemelidir.
- Aynı formda iki aydan fazla bekletilmemelidir.
- Kullanılacak örme makinası yağının seçimine özen gösterilmelidir.
- Sararma tehlikesine karşı, yüksek sıcaklıkta termofikseden kaçınılmalıdır.
***
Elastan Kullanımında Dikkat Edilmesi Gerekenler
Elastan satıcısından kullanacağınız iplik tipine göre elastan istemeliyiz. Aldığınız her parti elastan ipliğini kullanmadan önce, yüzeysel olarak kontrol ediniz. Eksik bobin, eksik kg, gelen tüm kolilerin denyesi doğru mu? Aksi bir durum söz konusu ise, kullanmadan önce elastan ipliği aldığınız yere geri dönünüz.
Aldığınız her parti elastan ipliklerin lot numarasını kontrol ediniz. Zira elinizde olan elastan iplikle kullanmaya kalktığınızda lot farkı varsa, boyamada problem çıkarabilir. Abraj, esneklik farkı vb. gibi hatalara neden olabilir.
Elastan üretim teknolojisi çok hassas olduğundan, elastan ipliğin kendisi de hassastır. Örme makinelerinde kullanırken, elastan ipliklerin geçtiği her bir aparatın eksiksiz çalışması gerekir. Özellikle, gerginliğe sebep olacak hiçbir engel olmamalıdır. Elastan kontaklarında bulunan makaralar, mutlaka döner vaziyette olmalıdır. Mekik ağızlarında uçuntu olmamalıdır.
Kaliteli Kumaş Elde Etmek İçin Dikkat Edilmesi Gereken Ayarlar
Yuvarlak örme makinelerinde çekim ve iplik besleme sistemi arasındaki ayarlar, elde edilecek kumaş dokusunun kalitesini (gramaj, kalınlık v.s.) ve tuşesini belirleyen en büyük etmendir. Bu mekanizmanın makinede bulunmaması durumunda, düzgün bir örgü oluşamazdı. Örgü, iğneler üzerinde toplanır, bir süre sonra ilmek oluşamaz ve iğneler kırılabilir. Çünkü iğnelerin rahat çalışabilmeleri için, kumaşın belirli bir gerginlikte aşağı alınması gerekmektedir. Bu gerginliğin de, kumaşın her tarafında eşit olması gerekir.
Kumaşı ilk oluşturmaya başladığımızda, makinenin diğer ayarları, may ayarı, bant ayarı, tansiyon ayarı yapıldıktan sonra kumaşta istenen gramajı tutturabilmek için çekim ayarı mutlaka yapılmalıdır.
Örme Makinelerinin Temizliğinin Önemi,
Örme işlemleri esnasında, özellikle doğal elyaftan iplikler, lif uçuntusu, toz ve kir, iğnelerin çeşitli yerlerinde ve silindir yatağında birikerek yağla ve aşınmış metal parçacıklarıyla karışmaktadır. Zaman içerisinde bu karışım kompakt bir hale gelmekte ve bulundukları yere sıkıca yapış maktadır. Bu tarzda bir kirliliğin artması, iğne yatağı kanalının genişliğinin daralmasına sebep olmakta ve sürtünmeyi artırmaktadır. İğneler yavaşlamakta, iğne yatağından dışarıya doğru yükselmekte ve çeliklerin çeşitli bölgelerine temas etmektedirler. Kirlilik nedeniyle:
Aşırı sürtünme olur, iğne ve makine aşınır, iğneler hasar görür, yüksek makine sıcaklığı oluşur, aşırı enerji tüketimi söz konusu olur.
Örme Kumaşlardaki Elastomer Malzemenin Kopma Sebebi
Başlıca üç nedeni vardır:
- Elastomer malzemeden,
- Terbiye işlemlerinden (özellikle ısıl işlemler)
- Örme makinesindeki örücü elemanların vermiş olduğu hasarlar dandır.
Yukarıdaki nedenlerden birincisi olan elastomer malzeme kaynaklı kopma, sektörün “bayat likra” olarak tabir ettiği uygun olmayan saklama koşullarına maruz bırakılan veya ikinci, üçüncü kalite elastomer malzemelerdir. Bu tipte bir elastomer malzeme ile üretim yapıldığında örme işlemi esnasında, malzemeye verilen ön gerilimler neticesinde malzeme özelliğini yitirmiş olduğundan dolayı kopacaktır. Ancak bu kopma bölgelerinin görümü, keskin bir yüzeye sahip olmayacaktır. Ayrıca, bu kopma örme makinesindeki iplik kontrol tertibatları tarafından fark edilerek makineyi durduracak ve kopuk malzemenin örülmesi engellenecektir. Dolayısıyla kumaş yapısı içerisindeki elastomer malzemenin tamamen kopması örme işlemi sırasında değil, iplikler ilmek formunu aldıktan sonra gerçekleşmiş olması gerekmektedir.
Bu tip hatanın termal işlemler (kurutma gibi) sonucunda oluşması da mümkün değildir. Çünkü elastomer malzemede oluşacak termal hasarın görünümü, lif ucunun büzülmesi şeklinde olacaktır ve bu şekilde bir görünümün olmaması nedeniyle bu hata, ısı kaynaklı olmamaktadır.
Diğer bir elastomer kopma hatası nedeni de örme makinesindeki örücü elemanların (iğne ve platin) aşınmış olan yüzeylerinin kesici bir alet vazifesi görerek elastomere verdikleri zarar neticesinde, elostomerin tamamen veya tamamen olmasa da büyük bir kısmının kopmasıdır. Daha sonraki aşamalarda örme kumaşa uygulanan gerilimler (kumaş açma ve sarma kısmı, boyahanedeki kurutma işlemi) sonucunda da kalan kısmının koparak ortaya çıkması kuvvetle muhtemeldir.